
Auftragen von harten Verschleißnähten
Seiteninhalt
Einführung
Dieser Beitrag richtet sich an alle Kollegen , die mit Rayco Super Teeth arbeiten , und ein vernünftiges
Preis-
Leistungsverhältnis erreichen wollen. Vom Scharfschleifen ist bei diesen teuren Fräsmeißeln
abzuraten , da nach
zweimal schleifen der Meißel Schrott ist. Was mich persönlich bei Gesprächen
mit anderen Stubbenfräsern sehr
schockiert hat , ist deren unqualifikation beim schleifen. Meistens
kommen Aussagen wie diese ( Was ist ist dabei ,
holst dir einen zweischeibigen Schleifbock mit
einer Siliziumcarbidscheibe und schon gehts los , eine Schutzbrille
muß natürlich getragen werden.)
Wenn ich das höre frage ich , ob denn eine Absaugung eingesetzt oder eine
Atemschutzmaske getragen wurde.
In fast allen Fällen wird diese Frage verneint. Hartmetall besteht aus Wolfram-
carbidpulver und
Cobaltpulver. Der Schleifstaub ist absolut krebserregend , wenn er in der Lunge ist. Die Krank-
heit
wird ( Lungenfibrose ) genannt. Schon aus diesem Grund ist auflöten wesentlich gesünder und umweltfreund-
licher.
Es ist auch immer eine vollständige HM Platte in der Zerspanung , und keine kleiner geschliffene.
Wie schon
gesagt , mein größtes Bedürfnis ist die Dummheit und die Aroganz , aber auch die Unqualifikation
zu bekämpfen.
Besonders dann wenn ich damit auch noch Menschenleben retten kann.
Welche Werkzeuge werden benötigt.
Zunächst wird eine stabiele Werkbank mit einem größeren
Schraubstock benötigt , Backenmaß
mindestens 175 mm.
Es sollte ein Stahlschraubstock sein , und kein Guß-
schraubstock aus Taiwan.
Desweiteren wird ein kleiner
Einhandschleifer mit Scheibendurchmesser 115 mm für eine
Trennscheibe ,
und ein zweiter Einhandschleifer mit
Scheibendurchmesser 125 mm für eine Schruppscheibe
gebraucht.
Ein kleiner Rundschleifer ,( Multidremel oder
Aldi-rundschleifer oder Ferm ) wird zum metallisch blank
schleifen des Plattensitzes benötigt. Eine dreireihige Draht-
bürste zum reinigen der Silberlotreste.
Zwei Karosserie-
klemmzangen mit großer Öffnung werden umgearbeitet , und
dienen danach zum klemmen
der Hartmetallplatten. Die
Gas- und Sauerstofflaschen können als Pfandflaschen aus-
geliehen werden.
( Um Schläuche Armaturen und Brenner
günstig zu beschaffen , sollte auch bei Ebay nachgesehn
werden. )
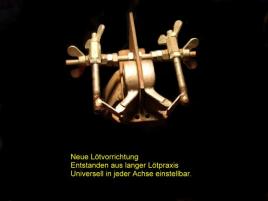
Bei Lieferung der Hartmetallplatten liegt dem
Inhalt eine Skizze für eine Lötvorrichtung bei ,
die jetzt
angefertigt werden kann.Vom Preis her alles überschaubar.
Preise für Werkzeuge.
Ausrüstung Werkzeug |
Preis ca. |
Stabiele Werkbank |
200,00 Eur. |
Größerer Schraubstock |
100,00 Eur. |
Einhandschleifer 115 mm |
30,00 Eur. |
Einhandschleifer 125 mm |
35,00 Eur. |
Dremel.od.Ferm Rundschlf. |
16,00 Eur. |
Proxxon Schleifscheiben |
3,50 Eur. |
Dreireihige Drahtbürste |
1,50 Eur. |
Karosseriespannzangen 2 |
25,00 Eur. |
Gas- u Sauerstofflaschen gefüllt u. incl.Pfand 20 Ltr. |
427,00 Eur. |
Acetylen-Füllung 20 ltr. |
58,00 Eur. |
Sauerstoff-Füllung 20 ltr. |
36,00 Eur. |
Schläuche Armaturen Brenner. usw. |
150,00 Eur. |
Werkzeuge zum Hartauftragsschweißen.
Ohne das Auftragen harter Verschleißnähte , ist das
Platten-auflöten für die Katz. Denn der abreibende Ver-
schleiß
am Zahnkörper ist groß. Es wird ein Schweißtrafo,
oder noch besser ein Inverter benötigt. Da mit 90- bis 100
Ampere geschweißt wird reicht ein kleines Gerät aus. Es
sollte
unbedingt bei Ebay nachgesehen werden , hier findet
man immer mehrere interesante Angebote. Auch hierbei
auf
die Gesundheit achten. Beim Schweißen mit den harten
Elektroden entsteht ein ungesunder Rauch ,
der abgesaugt
werden sollte. Hierfür gibt es Schweißrauchabsauger. Ein
transportabeler ist
ausreichend. Bei den harten Elektroden
handelt es sich um Basischummantelte , sie sind vor dem
Schweißen rückzutrocknen , das heißt 2 Stunden bei 200�
trocknen. Rücktrocknungsgeräte sind
recht teuer,so um die
250,00 Eur.. Ein Tischgrill mit 350 mm Innenmaß erfüllt
den gleichen
Zweck , kostet auch nur 50- bis 60 Eur.
Preise für Schweißwerkzeuge.
Schweiß-Werkzeug |
Preis ca. |
Schweiß-Trafo |
100,00 Eur. |
Schweiß-Inverter |
250,00 Eur. |
Schweißrauchabsauger |
250,00 Eur. |
Tischgrill zum Rücktrocknen |
50,00 Eur. |
Schweißklemmzange |
12,00 Eur. |
Mit diesen Daten sollte ein interessierter
Stubbenfräser selbst entscheiden können , ob
der
Einsatz in die Werkzeuge für ihn in Frage
kommt oder nicht.Ich als Autor und Praktiker
stehe
allen Interessierten , die Fragen zu
diesem Thema haben gerne beratend zur
Seite.
Beginn des Workshops
Harte Verschleißnähte auftragen
Ein neuer Rayco Super Teeth sollte zuerst mit einer Ver-
schleißnaht versehen werden.
Zuerst wird die äußere
Verschleißnaht aufgeschweißt. Hierzu wird ein breites
Flacheisen in den
Schraubstock gespannt , das als Auflage
für den Meißel dient. Ein nach einer Seite offener
Kupfer-
ring wird über den Meißel gestülpt,er soll das abtropfen der
Schweißnaht verhindern , da
ja stramm am Rand geschweißt
wird. In die Schraubenkopfansenkungen werden zwei
Stücke
Rundkupfer gesteckt , so kann kein Schweißgut in
die Ansenkungen laufen und klebt auch nicht fest.
Bei dem
anderen Zahn werden zwei Schrauben eingedreht um das
Gewinde zu schützen. Der Meißel wird mit einer Spann-
zange festgespannt.
Als erstes wird die Puffernaht geschweißt.Einstellung am
Inverter 90 Ampere.Es handelt sich um eine
3,2 mm Rutil-
ummantelte mittelhoch legierte Elektrode mit optimalen
Schweißeigenschaften. Auf diese
Naht , wird in noch
warmen Zustand die harte Naht aufgetragen , in derselben
Einstellung. Hierbei handelt
es sich um eine 2,5 mm
Basischummantelte Elektrode.
Später wird nur noch die
harte Schweißnaht erneuert cirka alle 40 Stunden.
Die
harten Elektroden sind vorher rückzutrocknen , ich mache
das in einem Tischgrill. Die Kupferteile
können nach dem
Schweißen in Wasser abgekühlt werden.
Bilder durch anklicken vergrößern

Ablöten der alten Hartmetallplatten
Als nächstes wird der Fräsmeißel in den Schraubstock
gepannt. Mit dem Brenner wird die
Hartmetallplatte
kirschrot angewärmt , und mit einer kleinen Wasserpumpen-
zange abgenommen.
Danach wird die Fläche nochmal
kirschrot angewärmt und mit einer Drahtbürste werden die
Silberlotreste abgebürstet. Der Fräsmeißel wird nun zum
Abkühlen auf eine Metallplatte gelegt.
Er darf nie in Wasser
abgeschreckt ( abgekühlt werden ).
Beseitigung der Spuren des Spanflusses
Wenn die Platte abgelötet ist , wird der Rücken hinter der
Platte mit Verschleißnähten versehen.
Diese werden nicht
mit der harten Elektrode geschweißt , sondern mit der
Unterpufferelektrode.
Um die Plattenfläche nicht durch
Schweißspritzer zu beschädigen , wird über den Plattensitz
ein Stück Flachkupfer mit einem Schlitz so breit wie die
HM Platte ist aufgesteckt. Jetzt wird
zuerst die Quernaht
geschweißt , stramm an dem Flachkupfer.Als nächstes
folgen die beiden
Längsnähte. Sie sollen über den Meißel-
rand überstehen , um ein abschleifen der Seitenflanken
zu
verhindern. Diese Nähte müssen cirka alle 40 Stunden
erneuert werden.


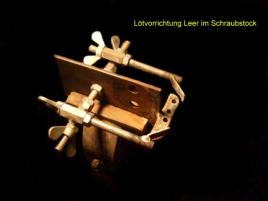
Auflöten der Hartmetallplatten
Nach Abschluß der Schweißarbeiten werden die Hart-
metallplatten aufgelötet.Zwei Fräsmeißel
werden an die
Lötvorrichtung geschraubt.Als erstes wird vorsichtig mit
dem Einhandschleifer
mit 150 er Trennscheibe hinter der
HM Platte die Schweißnaht bis auf Plattengrund beschliffen.
Danach wird mit einem kleinen Rundschleifer an einer bieg-
samen Welle , bestückt mit einer
Schleifscheibe am Spann-
dorn die Plattensitzfläche metallisch blank geschliffen. Es
muß
vorher die Silberlotschicht gut abgebürstet werden wie
beschrieben , sonst kostet es viele
Schleifscheiben , weil
sich Silberlot schlecht schleifen läßt.
Dieser Arbeitsgang kann auch mit einer Schlichtfeile aus-
geführt werden. Sind die Flächen sauber geschliffen
werden
sie dünn mit Flußmittel bestrichen. Auf das Flußmittel wird
ein Stück Lötfolie aufgelegt.
Hierdrauf kommt eine vorher
mit Flußmittel bestrichene HM Platte.Dieses erfolgt bei
beiden
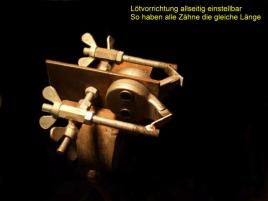
Meißeln. Jetzt werden die vorderen Anschläge
eigestellt. Sie sollen ein gleiches
Abschließen aller HM -
Platten garantieren. Dieses
ist vorteilhaft wenn die Meißel
schon etwas älter sind , dann kann man die Anschlagpunkte
dem
Meißel anpassen und zurückstellen. Es sollte aber
immer ein Meißelsatz eine Einstelltiefe haben.
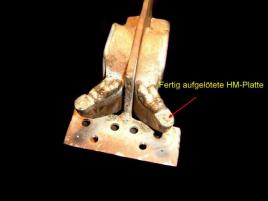
Jetzt werden die HM Platten an den Anschlag nach vorne
gezogen und sorgfälltig ausgerichtet ,
und mit den Spann-
zangen geklemmt. Die Klemmung sollte mit Gefühl erfolgen.
Danach werden die
beiden Flügelmuttern gelöst und die
Anschläge nach unten geklappt. Mit dem Schweißbrenner
werden
die beiden HM Platten und der Untergrund Kirschrot
angewärmt, danach läßt man die Lötung kurz
abkühlen und
nimmt die Klemmzangen ab , welche man sofort in Wasser
abkühlen kann.Nun werden
die fertig bestückten Fräsmeißel
abgenommen und zum Abkühlen auf eine Metallplatte gelegt.

Vermeer Pro Series Fräsmeißel werden genauso behandelt.
Es werden die Spannhalter angeschraubt , und die Zähne
eingesteckt und festgespannt.