Das auflöten von Hartmetallplatten,ist gerade in dieser Zeit ein interessantes Thema um die Betriebskosten
zu reduzieren. Viele Fräser haben hier schon ihre Scheu abgelegt,und ihren Gewinn optimiert.
Mit einer durchdachten Vorrichtung,und dem Einsatz von Lötfolie ist das kein Problem.
Hartlöten mit Lötfolie
33 Beiträge
• Seite 1 von 4 • 1, 2, 3, 4
Hartlöten mit Lötfolie
![]() von Franz » Sa 6. Feb 2010, 13:19
von Franz » Sa 6. Feb 2010, 13:19
Um etwas zu verändern brauchen wir mehr Bessermacher und weniger Besserwisser.
Gruß
Franz
Gruß
Franz
- Franz
- Administrator
- Beiträge: 1116
- Registriert: Fr 29. Jan 2010, 11:12
- Wohnort: Schmalfeld
Re: Hartlöten mit Lötfolie
![]() von Franz » Do 18. Mär 2010, 06:20
von Franz » Do 18. Mär 2010, 06:20
Auf dem Grindermeeting wird auf dieses Thema besonders eingegangen,
bei allen zur Zeit vorhandenen Fräsmeißelsystemen.
Teilnahme lohnt sich bestimmt.
bei allen zur Zeit vorhandenen Fräsmeißelsystemen.
Teilnahme lohnt sich bestimmt.
Um etwas zu verändern brauchen wir mehr Bessermacher und weniger Besserwisser.
Gruß
Franz
Gruß
Franz
- Franz
- Administrator
- Beiträge: 1116
- Registriert: Fr 29. Jan 2010, 11:12
- Wohnort: Schmalfeld
Re: Hartlöten mit Lötfolie
![]() von Baumstümpfe ade » So 9. Mai 2010, 13:35
von Baumstümpfe ade » So 9. Mai 2010, 13:35
Hallo
Meine lezten Zähne sind bald leer ,ich werde dem nächst mal mit dem Löten beginnen und werde hier meine ersten Erfahrungen berichten .
Gruß
Meine lezten Zähne sind bald leer ,ich werde dem nächst mal mit dem Löten beginnen und werde hier meine ersten Erfahrungen berichten .
Gruß
- Baumstümpfe ade
- Beiträge: 212
- Registriert: Sa 6. Feb 2010, 18:56
Re: Hartlöten mit Lötfolie
![]() von Martin » So 9. Mai 2010, 15:57
von Martin » So 9. Mai 2010, 15:57
So, ich habe es endlich geschafft meine DuraDiskzähne aufzulöten. Muss sagen, habe dies vorher noch nie gemacht. Hat super geklappt. Selbst das ablöten der org. ging problemlos. Eine Frage habe ich trotzdem noch an Dich Franz. Du sagst, dass beim Auflöten max.4min bei max 650 oder 690°C(weiss nicht mehr genau) auf kirschrot erwärmt werden soll. Jetzt habe ich mich mit einem Metaller unterhalten. Er meinte, das kirschrot aber bei ca. 790°C liegt. Ich bin in der Sache ein Laie, aber stimmt das? Ist des Wurscht?
Zumindest habe ich mit den neuen Zähnen gefräst, leider auch in Beton, aber alle Zähne sind noch drauf.
Ach ja Franz, wegen der Reparaturschweißung an alten Zähnen, kannst Du da noch irgendwelche Tipps geben, gerade im Bereich DuraDisk?
Zumindest habe ich mit den neuen Zähnen gefräst, leider auch in Beton, aber alle Zähne sind noch drauf.
Ach ja Franz, wegen der Reparaturschweißung an alten Zähnen, kannst Du da noch irgendwelche Tipps geben, gerade im Bereich DuraDisk?
- Martin
- Beiträge: 100
- Registriert: Mo 3. Mai 2010, 19:25
- Wohnort: Bamberg
Re: Hartlöten mit Lötfolie
![]() von Franz » Mo 10. Mai 2010, 18:56
von Franz » Mo 10. Mai 2010, 18:56
Schon Siegfried kannte Temperaturfarben und Anlaßfarben als er sein Schwert schmiedete.
Dieses geschah in einer Schmiede im dunkelen Wald,dieses nicht ohne Grund.
Schmieden standen in frühen Zeiten immer in dunkelen Wäldern,wegen der Holzklohle und der guten
Darstellung der Temperaturfarben und der Anlaßfarben.
Zur Lötfolie oder auch Schichtlot :
Lötfolie ist für die Hartmetallwerkzeughersteller entwickelt worden.
Es werden beim Hartlöten zwei verschiedene Materialien miteinander verbunden,hierbei treten Spannungen auf,
diese gleicht die Kupferschicht in der Mitte der Folie aus.
Nach Din 8513 handelt es sich um L-Ag 49 Sn was heißt das Lot hat einen Silbergehalt von 49 %.
Die Arbeitstemperatur liegt bei 690°,das Lot fängt bei ca.650°an zu fließen.
Das beste an diesem Lot ist,Du kannst es nicht überhitzen.
Kirschrot ist ein weiter Begriff,das wichtigste ist wenn das Lot anfängt zu fließen,dann solltest Du die Farbe noch
kurz halten,danach kannst Du die Lötung abkühlen lassen.
Zum Flußmittel :
Nach vier Minuten hat sich die Wirkung des Flußmittels aufgebraucht,das heißt das dann die Lötung sich
durch die Oxidation des Sauerstoffs verschlechtert.
Dura Disk II Fräsmeißel Spülstellen zuschweißen :
Gerade die langen Fräßmeißel sind,da sie länger im Einsatz sind, an den Außenkanten dem Spanfluß
extrem ausgesetzt.Diese Verschleißspuren können mit normalen Stahlelektroden 2,5mm zugeschweißt werden.
Ich persönlich nehme VA Elektroden weil die besser laufen.Dazu wird ein 125ziger Einhandschleifer benötigt
und eine Schlichtfeile.
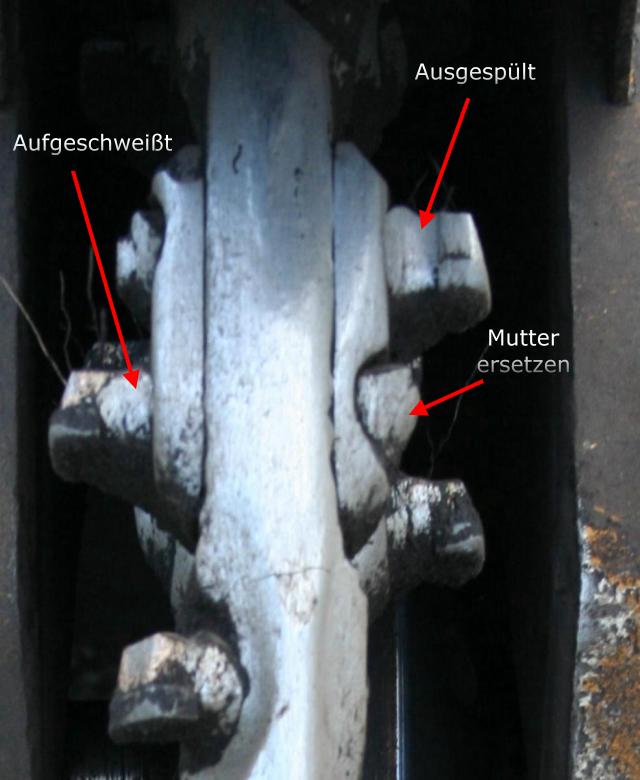
Ich habe meine Fräßmeißel bestimmt schon zehnmal neu aufgelötet.
Es sollte bei den langen Fräßmeißeln bei jedem Wechsel eine neue Mutter genommen werden,weil sich
sonst das hintere Stück des Gewindes zu schnell abnutzt,das wird jedoch gebraucht gerade wenn aufgelötet wird.
Habe größere Mengen an Muttern geordert und bin mit dem Preis runter gegangen.
Dieses geschah in einer Schmiede im dunkelen Wald,dieses nicht ohne Grund.
Schmieden standen in frühen Zeiten immer in dunkelen Wäldern,wegen der Holzklohle und der guten
Darstellung der Temperaturfarben und der Anlaßfarben.
Zur Lötfolie oder auch Schichtlot :
Lötfolie ist für die Hartmetallwerkzeughersteller entwickelt worden.
Es werden beim Hartlöten zwei verschiedene Materialien miteinander verbunden,hierbei treten Spannungen auf,
diese gleicht die Kupferschicht in der Mitte der Folie aus.
Nach Din 8513 handelt es sich um L-Ag 49 Sn was heißt das Lot hat einen Silbergehalt von 49 %.
Die Arbeitstemperatur liegt bei 690°,das Lot fängt bei ca.650°an zu fließen.
Das beste an diesem Lot ist,Du kannst es nicht überhitzen.
Kirschrot ist ein weiter Begriff,das wichtigste ist wenn das Lot anfängt zu fließen,dann solltest Du die Farbe noch
kurz halten,danach kannst Du die Lötung abkühlen lassen.
Zum Flußmittel :
Nach vier Minuten hat sich die Wirkung des Flußmittels aufgebraucht,das heißt das dann die Lötung sich
durch die Oxidation des Sauerstoffs verschlechtert.
Dura Disk II Fräsmeißel Spülstellen zuschweißen :
Gerade die langen Fräßmeißel sind,da sie länger im Einsatz sind, an den Außenkanten dem Spanfluß
extrem ausgesetzt.Diese Verschleißspuren können mit normalen Stahlelektroden 2,5mm zugeschweißt werden.
Ich persönlich nehme VA Elektroden weil die besser laufen.Dazu wird ein 125ziger Einhandschleifer benötigt
und eine Schlichtfeile.
Ich habe meine Fräßmeißel bestimmt schon zehnmal neu aufgelötet.
Es sollte bei den langen Fräßmeißeln bei jedem Wechsel eine neue Mutter genommen werden,weil sich
sonst das hintere Stück des Gewindes zu schnell abnutzt,das wird jedoch gebraucht gerade wenn aufgelötet wird.
Habe größere Mengen an Muttern geordert und bin mit dem Preis runter gegangen.
Um etwas zu verändern brauchen wir mehr Bessermacher und weniger Besserwisser.
Gruß
Franz
Gruß
Franz
- Franz
- Administrator
- Beiträge: 1116
- Registriert: Fr 29. Jan 2010, 11:12
- Wohnort: Schmalfeld
Re: Hartlöten mit Lötfolie
![]() von holzknecht » Mi 25. Aug 2010, 19:37
von holzknecht » Mi 25. Aug 2010, 19:37
hallo,
kann mir nicht vorstellen, daß die aufgelöteten widiaplatten halten. wenn die zähne verschlissen sind, hat man doch keinen grundkörper mehr wo man die platten auflöten könnte. also müßte man nun einen grundkörper aufschweißen geradeschleifen und dann auflöten. welch eine arbeit. da kaufe ich mir doch lieber neue zähne, da fahre ich bestimmt besser, denke ich.
gruß holzknecht
kann mir nicht vorstellen, daß die aufgelöteten widiaplatten halten. wenn die zähne verschlissen sind, hat man doch keinen grundkörper mehr wo man die platten auflöten könnte. also müßte man nun einen grundkörper aufschweißen geradeschleifen und dann auflöten. welch eine arbeit. da kaufe ich mir doch lieber neue zähne, da fahre ich bestimmt besser, denke ich.
gruß holzknecht
- holzknecht
- Beiträge: 132
- Registriert: Mi 25. Aug 2010, 18:43
Re: Hartlöten mit Lötfolie
![]() von Baumstümpfe ade » Fr 15. Okt 2010, 20:14
von Baumstümpfe ade » Fr 15. Okt 2010, 20:14
Hallo
Habe heute mir dem Platte löten auf Rayco Zähne angefangen lief alles gut dank der Lötforichtung von Franz .
Als ersten Einzatz hatte ich einige Akatien Stubben mit eingewachsenen Steine Dm ca 1,50 zu fräsen .
ich glaube jeder fräser weis was das heist es lief alles gut und alle Platte sind noch dran.
Gruß
Habe heute mir dem Platte löten auf Rayco Zähne angefangen lief alles gut dank der Lötforichtung von Franz .
Als ersten Einzatz hatte ich einige Akatien Stubben mit eingewachsenen Steine Dm ca 1,50 zu fräsen .
ich glaube jeder fräser weis was das heist es lief alles gut und alle Platte sind noch dran.
Gruß
- Baumstümpfe ade
- Beiträge: 212
- Registriert: Sa 6. Feb 2010, 18:56
Re: Hartlöten mit Lötfolie
![]() von Martin » Sa 16. Okt 2010, 17:01
von Martin » Sa 16. Okt 2010, 17:01
@holzknecht
Also da muss ich Dir contra geben. leider kommt meine Antwort etwas spät, aber lieber zu spät als nie.
Ich habe wie Franz das DuraDiskfräsrad.
Auf diesem Fräsrad sind 50 Fräszähne, 40 Lange 10 Kurze. Der Preis für einen orginalen Fräszahn war vor einem Jahr 12,50€ zzgl. Franz bitte korrigiere mich wenn ich falsch liege.
Das macht für einen Satz 625,-€ zzgl.
Beim Franz gibts die Platten, Lötfolie, Flußmittel für einen Satz 158,-€ inkl.. Natürlich habe ich die Arbeit mit Ablöten, säubern, evtl. Reperatur der Zähne, Auflöten, aber des mach ich gemütlich Abends mit einem Bier.
Die Platten halten genauso gut wie das orginal und die Platten vom Franz brechen nicht bei Steinkontakt.
Selbst ich als Anfänger mit Hartlöten habe es geschafft dank der schnellen Hilfe von Franz, der alles genau erklärt!!!
So nun kommst Du
Gruß Martin
Also da muss ich Dir contra geben. leider kommt meine Antwort etwas spät, aber lieber zu spät als nie.
Ich habe wie Franz das DuraDiskfräsrad.
Auf diesem Fräsrad sind 50 Fräszähne, 40 Lange 10 Kurze. Der Preis für einen orginalen Fräszahn war vor einem Jahr 12,50€ zzgl. Franz bitte korrigiere mich wenn ich falsch liege.
Das macht für einen Satz 625,-€ zzgl.
Beim Franz gibts die Platten, Lötfolie, Flußmittel für einen Satz 158,-€ inkl.. Natürlich habe ich die Arbeit mit Ablöten, säubern, evtl. Reperatur der Zähne, Auflöten, aber des mach ich gemütlich Abends mit einem Bier.
Die Platten halten genauso gut wie das orginal und die Platten vom Franz brechen nicht bei Steinkontakt.
Selbst ich als Anfänger mit Hartlöten habe es geschafft dank der schnellen Hilfe von Franz, der alles genau erklärt!!!
So nun kommst Du
Gruß Martin
- Martin
- Beiträge: 100
- Registriert: Mo 3. Mai 2010, 19:25
- Wohnort: Bamberg
Re: Hartlöten mit Lötfolie
![]() von Franz » So 17. Okt 2010, 10:33
von Franz » So 17. Okt 2010, 10:33
Zu den Fräsmeißelsystemen :
Zur Zeit gibt es für Maschinen über 50 PS am Schneidrad nichts besseres wie das Dura Disk II von Sandvik.
Danach folgen die China-Super-Teeth,die auf allen Maschinen gefahren werden können.
Zum Dura Disk II Rad :
Wenn Ihr euch die angeschweißten Zähne an der Hagedorn Power Max anseht,dann werdet Ihr feststellen,daß es sich um
die gleiche Zahnform,und die selbe Hartmetallplatte handelt,wie beim Durarad,hier allerdings geschraubt.
Auf Grund der massig-stabilen Hartmetallplatte,und des standhaften Plattensitzes ist dieses System heute für große
Stubbenfräsen eindeutig das beste.
Ich habe vorher Rayco-Super-Teeth gefahren,dann China-Super-Teeth,und kann daher aus Erfahrung sagen,das die
Effeektivität um 30 % zu den beiden vorher genannten Sytemen,übertroffen wird.
Besonders die Steinresistens ist allen anderen Systemen weit überlegen.
Sandvik hat den Meißel nicht komplett neu entwickelt,die Firma Kandu Ashland hat diese Zahnform schon einige Jahre
im Program,Sandvik hat nur die Kugel mit Vierkant angebracht,welche für die gleiche Höhe unter den Meisseln sorgt.
Preisunterschiede zwischen Neuen,Tauschmeißeln,und beim HM-Platten auflöten :
Originalpreis von Sandvik----------------------------------------------------------------11,40 €
Tauschmeißel mit neuer HM-Platte und Mutter von mir-------------------------------6,00 €
50 Stk.HM-Platten im Onlineshop----------------------------------------------------- 132,77 €
Meine Kalkulation fürs Auflöten eines Meißels------------------------------------------3,00 €
Auf dem Schneidrad der Carlton 4400-4 bzw. 7015 befinden sich 50 Stk. Meißel, 40 Stk. Lange und 10 Stk. Kurze.
Die Fräsmeißel können einmal gedreht werden,von der rechten auf die Linke Seite.
Von den Langen brauchen auch nur 20 Stk. gewechselt werden,die anderen bleiben drinn und sind für den Spantransport
zuständig,diese werden einmal im Jahr gewechselt.
Zur Zeit gibt es für Maschinen über 50 PS am Schneidrad nichts besseres wie das Dura Disk II von Sandvik.
Danach folgen die China-Super-Teeth,die auf allen Maschinen gefahren werden können.
Zum Dura Disk II Rad :
Wenn Ihr euch die angeschweißten Zähne an der Hagedorn Power Max anseht,dann werdet Ihr feststellen,daß es sich um
die gleiche Zahnform,und die selbe Hartmetallplatte handelt,wie beim Durarad,hier allerdings geschraubt.
Auf Grund der massig-stabilen Hartmetallplatte,und des standhaften Plattensitzes ist dieses System heute für große
Stubbenfräsen eindeutig das beste.
Ich habe vorher Rayco-Super-Teeth gefahren,dann China-Super-Teeth,und kann daher aus Erfahrung sagen,das die
Effeektivität um 30 % zu den beiden vorher genannten Sytemen,übertroffen wird.
Besonders die Steinresistens ist allen anderen Systemen weit überlegen.
Sandvik hat den Meißel nicht komplett neu entwickelt,die Firma Kandu Ashland hat diese Zahnform schon einige Jahre
im Program,Sandvik hat nur die Kugel mit Vierkant angebracht,welche für die gleiche Höhe unter den Meisseln sorgt.
Preisunterschiede zwischen Neuen,Tauschmeißeln,und beim HM-Platten auflöten :
Originalpreis von Sandvik----------------------------------------------------------------11,40 €
Tauschmeißel mit neuer HM-Platte und Mutter von mir-------------------------------6,00 €
50 Stk.HM-Platten im Onlineshop----------------------------------------------------- 132,77 €
Meine Kalkulation fürs Auflöten eines Meißels------------------------------------------3,00 €
Auf dem Schneidrad der Carlton 4400-4 bzw. 7015 befinden sich 50 Stk. Meißel, 40 Stk. Lange und 10 Stk. Kurze.
Die Fräsmeißel können einmal gedreht werden,von der rechten auf die Linke Seite.
Von den Langen brauchen auch nur 20 Stk. gewechselt werden,die anderen bleiben drinn und sind für den Spantransport
zuständig,diese werden einmal im Jahr gewechselt.
Um etwas zu verändern brauchen wir mehr Bessermacher und weniger Besserwisser.
Gruß
Franz
Gruß
Franz
- Franz
- Administrator
- Beiträge: 1116
- Registriert: Fr 29. Jan 2010, 11:12
- Wohnort: Schmalfeld
Re: Hartlöten mit Lötfolie
![]() von Martin » Mi 30. Mär 2011, 13:15
von Martin » Mi 30. Mär 2011, 13:15
Jetzt hab ich nochmal so eine Frage und zwar beim Lötvorgang selbst. Es heißt ja, nach 4min ist das Flußmittel weg/aufgebraucht. Wie lange sollte den der Lötvorgang im besten Falle laufen. Ich habe heute mal angefangen wieder aufzulöten. Habe aber nach 4 wieder aufgehört, den ich habe bemerkt, das ich für einen Lötvorgang ca. nur 2min benötigt habe(hab heute mal zufällig auf die Uhr gesehen). Jetzt die Frage, weniger Acyt. fahren um auf einen längeren Lötvorgang zu kommen oder ist das egal ob 2-3 oder 4min?
Grüße
Martin
Grüße
Martin
- Martin
- Beiträge: 100
- Registriert: Mo 3. Mai 2010, 19:25
- Wohnort: Bamberg
33 Beiträge
• Seite 1 von 4 • 1, 2, 3, 4
Zurück zu Hartmetallplatten auf Fräsmeißel löten
Wer ist online?
Mitglieder in diesem Forum: 0 Mitglieder und 6 Gäste